5 Key Eddy Current Separator Operating Parameters
By Paul Fears | 10 November 2020
Recycling plants around the world rely on Eddy Current Separators to separate and recover non-ferrous metals. The technology utilises high strength magnetic forces to repel and eject non-ferrous metals in many different forms including aluminium beverage cans, car frag, and foils.
The large UK-based metal recycler, the Bird Group, developed the world’s first Eddy Current Separator in 1981. The significance of the development resulted in the Bird Group receiving the Prince of Wales’ Award for Technology and Innovation and the Tomorrow’s World Award to Technological Development and Innovation. The technology would change the landscape of metal recycling, enabling easier and more efficient recovery and separation of valuable non-ferrous metals such as aluminium and copper. In the following decade, Eddy Current Separator technology evolved with many different suppliers offering their own designs with varying separation abilities.
- Technical product information: Eddy Current Separators
Successfully separating non-ferrous metals with an Eddy Current Separator depends on a number of critical criteria. In this technical review, we assess five key design characteristics with the aim of dispelling some myths about the Eddy Current Separator. These include:
- The rotational speed of the magnetic rotor;
- The speed of the feed belt;
- The length of the feed belt;
- The necessity of pre-removing ferrous metal;
- The relative magnetic strength of the rotor;
Rotor Speed
An Eddy Current Separator consists of a magnetic rotor with alternating magnetic poles (north/south) rotating inside a slower rotating non-metallic shell. A rubber feed belt, rotating at the same speed as the non-metallic shell, conveys material into the rapidly rotating magnetic field generated by the rotor where non-ferrous-metals become induced by magnetically-driven eddy currents. The eddy currents generate an electric current in the non-ferrous metal particle, which then produces its own magnetic field. This magnetic field reacts with the magnetic field of the rotor, resulting in a repulsive effect that enables the displacement and, therefore, separation of the non-ferrous metal.
This separation is in accordance with two laws:
- Faraday’s Law of induction, where electrical currents are induced when conductors enter a rotating magnetic field (e.g. non-ferrous metals such as aluminium);
- Lenz’s Law, where the induced eddy currents create a magnetic field that opposes the magnetic field that created it. This results in the repulsion of a conductor away from the magnetic source;
In theory, an increase in the number of polarity changes per second would have a positive effect on the separation efficiency (i.e. more flux change generating a greater reactive magnetic field in the non-ferrous metal). However, investigative tests show that as the rotor speed increases (thus increasing the rate of change of polarity) the actual displacement or thrown distance of a non-ferrous metal particle reaches a peak. After reaching a peak, the displacement of the non-ferrous metal particle displacement is sustained or indeed falls, significantly for some smaller particles.
Investigations into the relationship between the magnetic rotor speed and the throw distance of a non-ferrous metal particle identified that the amount of repulsive energy induced into a non-ferrous metal particle is proportional to the dwell time in the field. If this dwell time is too short, then there is less induced energy and, therefore, a reduction in the displacement or throw of non-ferrous metal particle.

Additional considerations include maintenance and wear. With an increased rotor speed there is a higher wear factor on key components such as bearings.
In practice, there is an optimum rotational speed for every magnetic rotor design to produce the best level of non-ferrous metal displacement for each application. This is commonly between 2,000 and 5,000 RPM. The perception that increased rotor speed always produces a higher level of non-ferrous metal separator is misguided.
Belt Speed
The belt of an Eddy Current Separator conveys material into the rotating magnetic field of the head pulley rotor. The speed of the belt determines the burden depth on the conveyor, the dwell time in the magnetic field, and the trajectory of the material when leaving the belt.
Burden Depth

Optimum separation requires a uniformly thin, monolayer of material. A two-stage feed system produces the ideal feed characteristics. Initially, a vibratory feeder evenly spreads feed material across the whole tray width (which is slightly narrower than the belt width of the Eddy Current Separator). The material feeds onto the faster moving ECS belt, further spreading the material into a single particle depth. Such a burden depth reduces the risk of non-ferrous metal particles colliding with non-metallic materials and, thus, reducing the separation efficiency.
Dwell Time
The belt speed dictates the dwell time of a particle in the rotating magnetic field. A longer dwell time allows more energy induction into the non-ferrous metal particle. In fact, aluminium held in the rotating magnetic field gets exceptionally hot and anneals. An extremely high belt speed often transfers the material too quickly through the magnetic field, reducing the separation effect.
Material Trajectory
The belt speed of any conveyor creates a trajectory of material as it leaves the belt. In operation, higher belt speeds produce longer projections of conveyed material away from the head pulley. Successfully separating non-ferrous metals on an Eddy Current Separator requires an understanding of all the forces imparted on the particles, including the belt speed.
The forces on a non-ferrous metal particle on entering the rotating magnetic field of the Eddy Current Separator include:
- Eddy Current repulsion from the Magnetic Rotor;
- Conveyor propulsion (proportional to the belt speed);
- Gravity;
These three forces combine to produce a Resultant Force that determines the trajectory of the non-ferrous metal particle.
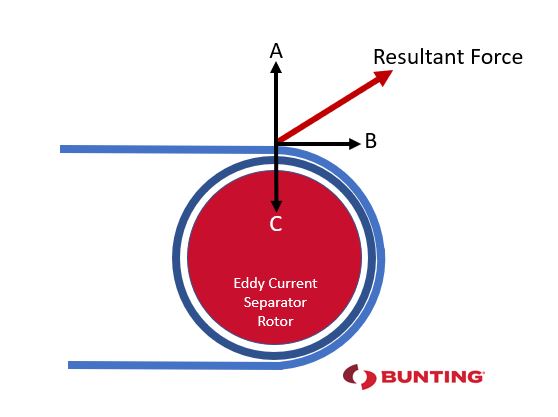
Forces B and C will affect all the material on the conveyor belt, with the Eddy Current repulsion (i.e. force A) only generating a reaction in any non-ferrous metal particle. Therefore, if the size, shape, and weight of all the particles on the conveyor were the same and there was no Magnetic Rotor, the throw trajectory would be the same. Adding in the Eddy Current repulsion changes the trajectory of the non-ferrous particle, propelling it in an upward direction away from the magnetic rotor.
During the commissioning of an Eddy Current Separator, technicians commonly initially run non-metallic material over the unit to check the material trajectory for positioning of the splitter. The addition of the non-ferrous metal fraction enables a comparison of the two trajectories and the optimum setting of the splitter. The splitter enables the separation of the non-metallic and non-ferrous metal constituents.
However, if Force B (the forward force from the feed belt) is increased and all the other forces remain constant, the resultant force vector flattens to a point where the trajectories of the non-ferrous metal particle and non-metallic material cross or are nearly the same. At this point, the limited difference in trajectories prevents a decent separation.
As Eddy Current Separators have different designs of magnetic rotor and the variety of shapes, sizes and characteristics of non-ferrous metal particles is extensive, there is not one belt speed that suits all. The application and installation determines the optimum belt speed.
Feed Belt Length
The length of the conveyor belt of an Eddy Current Separator ranges considerably and there are claims that longer belts improve the level of separation. The function of the belt and the interaction with the other parts of the separation system determines the belt length.
The belt simply transports the material into the rotating magnetic field or ‘separation zone’. For optimum separation, the material must be settled and, ideally, still on the conveyor belt before entering the ‘separation zone’. A long belt provides an extended dwell time for the material to settle.
However, when the material feeds onto the belt via a Vibratory Feeder the particles settle quicker. The action of the Vibratory Feeder evenly spreads the material across the width of the tray before dropping gently onto the moving belt. Regulating the vibration frequency controls the flow rate of the material. With careful adjustment, a monolayer of material flows evenly off the end of the tray onto the faster moving belt. This further splays the material. In practice, including a Vibratory Feeder eliminates the need for a long Eddy Current Separator belt.
For some specialist applications, direct feed of the material from a Vibratory Feeder (with a non-metallic tray or tray tip) directly into the ‘separation zone’ may even negate the need for any belt. However, the belt also functions as a cleaning device, transporting any attracted magnetic material out of the product stream and away from the shell of the Eddy Current Separator rotor.
Ferrous Metal Removal
Despite the Eddy Current Separator being a separation system based on magnetic principles, there is often confusion regarding the separation of ferrous metals.
In essence, an Eddy Current Separator has a belt and two pulleys, of which one is magnetic. Due to the laws of physics, the magnetic head pulley (or Rotor) attracts ferrous metal. Therefore, the system would separate ferrous magnetic metals from non-magnetic materials. However, there are some limitations.
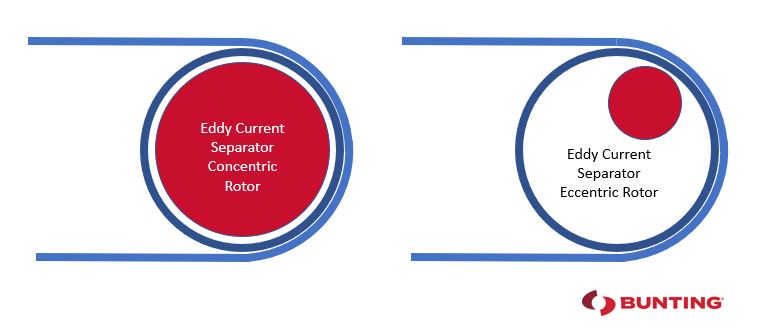
Concentric Rotors
Eddy Current Separators with Concentric Magnetic Rotors have a magnetic rotor with the same gap between the magnets and the outer non-magnetic shell for the whole circumference. The high-strength of the magnetic rotor (constructed with neodymium rare earth magnets), holds any ferrous metal, making discharge from the belt difficult. Also, due to the high-speed rotating magnetic field, undischarged ferrous metal remains on top of the belt at the bottom point of the magnetic rotor. Due to the constant rotating and changing magnetic field, the metal vibrates and gets very hot. Subsequently, when the conveyor belt stops, the hot ferrous metal could burn through the belt and onto the surface of the non-metallic shell. Over time, this ferrous metal wears away on the surface of the non-metallic shell, creating holes. Attracted ferrous metals pass through the holes and attach to the magnets of the rotor, ultimately causing failure.
Eccentric Rotors
The Eccentric Magnetic Rotor design has a smaller rotor mounted in the top quadrant of the non-metallic shell. Therefore, attracted magnetic material moves through a diminishing magnetic field to a point where it falls away from the belt. This ferrous metal often discharges into the non-metallic fraction.
Best Practice
Optimum metal recovery and separation requires a multi-staged approach with specific materials recovered at different stages. Overband Magnets, Pulley Magnets and Drum Magnets preferentially and successfully recover saleable ferrous metals prior to the Eddy Current Separator. This enables a non-obstructive separation and recovery of non-ferrous metals on the Eddy Current Separator.
Rotor Magnetic Strength
The laws of Faraday and Lenz suggest that the strongest rotating magnetic field would produce a greater repulsive effect. However, in operation this is not the case.
An Eddy Current Separator rotor is constructed from a number of strong permanent magnets (neodymium rare earth or ceramic ferrite) attached to a steel carrier. The dimensions of the permanent magnet (both in length around the rotor and thickness) dictate the throw of magnetic field.
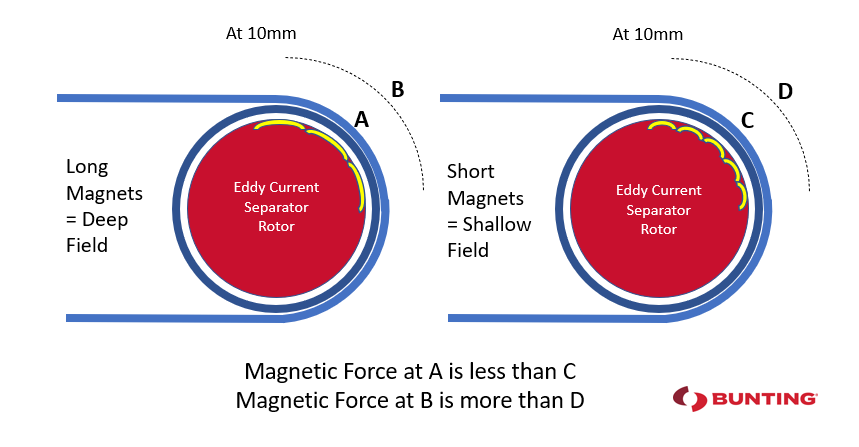
- Longer and thicker magnets produce deeper magnetic fields;
- Shorter and thinner magnets produce shallow intense magnetic fields;
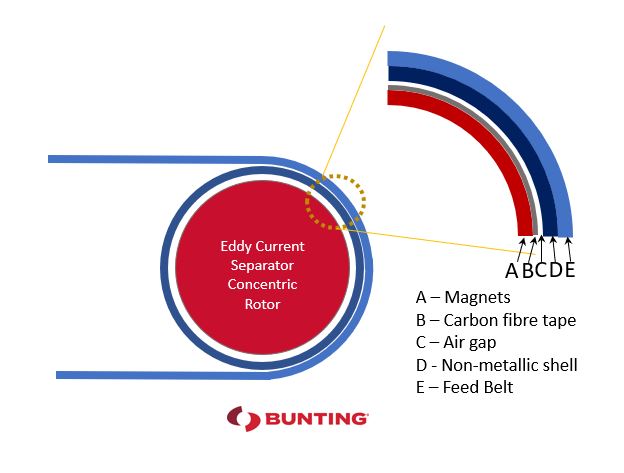
Irrespective of whether the magnet is long or short, the maximum magnetic intensity is on the pole (surface) of the magnet mounted on the carrier of the magnetic rotor. One key design parameter focuses on minimising the distance between the magnet pole and the surface of the belt for there is a significant reduction in magnetic field at distance. This distance is influenced by four variables:
- Carbon fibre wrap: The magnets sit on the rotor’s magnet carrier, which rotates independently inside the non-magnetic shell. Carbon fibre tape, wrapped around the rotor, securely hold the magnets to the carrier;
- The Air Gap: The air gap between the surface of the carbon fibre tape and inside of the shell must be sufficient to ensure no contact, even when the rotor is spinning at high speeds and there may be a small degree of flexing;
- Shell Thickness: Due to the arduous working environments of the recycling industry, the thickness of the shell must be sufficient to withstand wear;
- Belt Thickness: This also applies to the belt thickness, with some applications requiring thicker and more robust feed belt designs.
The combination of the carbon fibre tape, the air gap between the outer shell, the thickness of the shell and the thickness of the belt means that there are several millimetres between the point of maximum magnetic strength (on the pole of the magnet) and the surface of the belt. Once these parameters are set, the next step is to consider the expected performance of rotors with short or long magnets.
Short magnets produce a shallow but intense magnetic field. However, the magnetic intensity is far lower on the surface of the belt than on the pole of the magnet. In contrast, longer magnets throw a deeper magnetic field. In practice this means a magnetic rotor with short and exceptionally strong neodymium rare earth magnets may produce a weaker magnetic field than one constructed from longer standard strength ferrite magnets at the point of separation (i.e. on the surface of the belt).
The effect of a shallow or deep magnetic field makes classifying a magnetic rotor as being ‘strong’ or ‘weak’ is totally dependent on where the measurement to support that description is taken. For example:
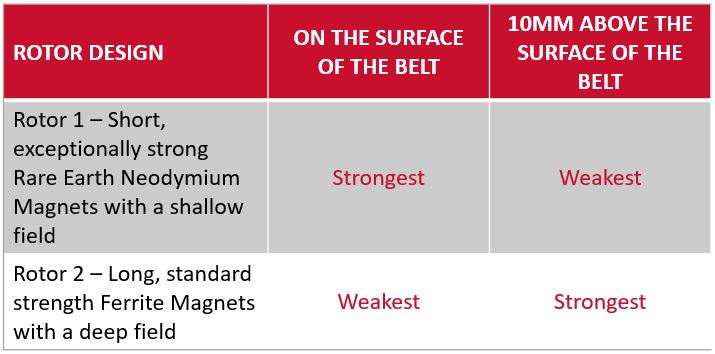
In operation the application dictates the selection of magnetic rotor design. Applications where the non-ferrous particle is large (e.g. an aluminium can) and the aim is to project a magnetic field projected into the centre of that particle for maximum separation effect, are more suited to rotors with a deep magnetic field produced by longer magnets. The separation of small non-ferrous metal particles (e.g. as found in plastics) is better achieved using a rotor with a shallow magnetic field with shorter magnets.
Understanding these principles is vitally important when considering a design and type of Eddy Current Separator to suit a specific application. Simply being advised that the actual strength of the magnetic field is the ‘strongest on the market’ will not determine if that Eddy Current Separator Rotor design offers the optimum level of separation.
Selecting an Eddy Current Separator
Understanding the application is key to selecting the optimum non-ferrous metal separator. Our engineers consider the following:
Material
- Particle size range (typically between 3mm and 50mm)
- Material
- Non-ferrous metal particles
- Shape of non-ferrous metal particles (e.g. angular, wire, spherical, etc)
- Moisture level of the feed
- Separation objective
- % recovery
- % purity
Installation
- Feed conveyor width
- Capacity feeding to the separator including burden depth on feed conveyor
For additional information on Eddy Current Separator or other metal separators such as the Stainless Steel Separator and Overband Magnets, please contact us on:
Email: Gordon Kerr at GKerr@buntingmagnetics.com
Telephone: +44 (0) 1527 65858
Follow us on social media




